A manufacturing unit produces two products Pl and P2. For each piece of P1 and P2, the table below provides quantities of materials M1, M2, and M3 required, and also the profit earned. The maximum quantity available per day for M1, M2 and M3 is also provided. The maximum possible profit per day is ₹ ______
| M1 | M2 | M3 | Profit per piece ( ₹) | |
|---|---|---|---|---|
| P1 | 2 | 2 | 0 | 150 |
| P2 | 3 | 1 | 2 | 100 |
| Maximum quantity available per day | 70 | 50 | 40 |
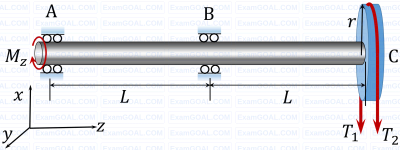
A shaft AC rotating at a constant speed carries a thin pulley of radius r = 0.4 m at the end C which drives a belt. A motor is coupled at the end A of the shaft such that it applies a torque M, about the shaft axis without causing any bending moment. The shaft is mounted on narrow frictionless bearings at A and B where AB = BC = L = 0.5 m. The taut and slack side tensions of the belt are T1 = 300 N and T2 = 100 N, respectively. The allowable shear stress for the shaft material is 80 MPa. The self-weights of the pulley and the shaft are negligible. Use the value of π available in the on-screen virtual calculator. Neglecting shock and fatigue loading and assuming maximum shear stress theory, the minimum required shaft diameter is mm (round off to 2 decimal places).
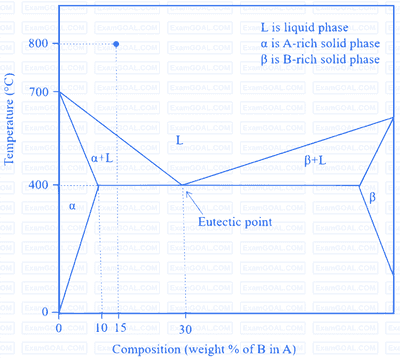
Fluidity of a molten alloy during sand casting depends on its solidification range. The phase diagram of a hypothetical binary alloy of components A and B is shown in the figure with its eutectic composition and temperature. All the lines in this phase diagram, including the solidus and liquidus lines, are straight lines. If this binary alloy with 15 weight % of B is poured into a mould at a pouring temperature of 800 °C, then the solidification range is
GATE ME Papers
All year-wise previous year question papers