1
GATE ME 2009
MCQ (Single Correct Answer)
+1
-0.3
Friction at the tool - chip interface can be reduced by
2
GATE ME 2009
MCQ (Single Correct Answer)
+1
-0.3
Two streams of liquid metal, which are not hot enough to fuse properly, result into a casting defect known as
3
GATE ME 2009
MCQ (Single Correct Answer)
+2
-0.6
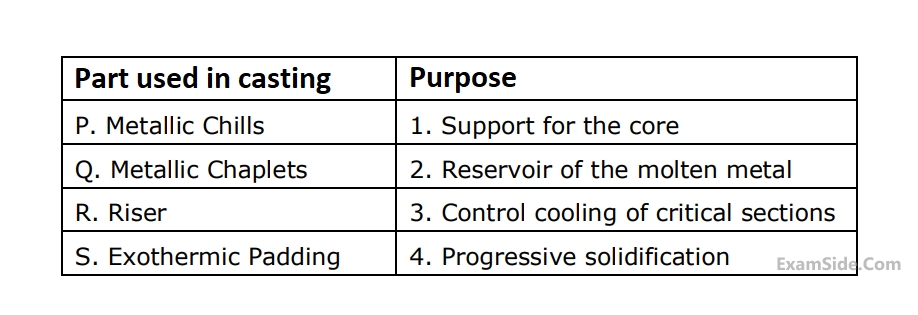
Match the following
4
GATE ME 2009
MCQ (Single Correct Answer)
+1
-0.3
The minimum shear strain in orthogonal turning with a cutting tool of zero rake angle is
Paper Analysis
Total Questions
Engineering Mathematics 9
Engineering Mechanics 2
Fluid Mechanics 4
Heat Transfer 5
Industrial Engineering 7
Machine Design 3
Production Engineering 8
Strength of Materials 6
Theory of Machines 6
Thermodynamics 5
More Papers of GATE ME
GATE ME 2025 GATE ME 2024 GATE ME 2023 GATE ME 2022 Set 2 GATE ME 2022 Set 1 GATE ME 2020 Set 2 GATE ME 2020 Set 1 GATE ME 2019 Set 1 GATE ME 2019 Set 2 GATE ME 2018 Set 1 GATE ME 2018 Set 2 GATE ME 2017 Set 1 GATE ME 2017 Set 2 GATE ME 2016 Set 2 GATE ME 2016 Set 3 GATE ME 2016 Set 1 GATE ME 2015 Set 1 GATE ME 2015 Set 2 GATE ME 2015 Set 3 GATE ME 2014 Set 1 GATE ME 2014 Set GATE ME 2014 Set 3 GATE ME 2014 GATE ME 2014 Set 4 GATE ME 2014 Set 2 GATE ME 2013 GATE ME 2012 GATE ME 2011 GATE ME 2010 GATE ME 2009 GATE ME 2008 GATE ME 2007 GATE ME 2006 GATE ME 2005 GATE ME 2004 GATE ME 2003 GATE ME 2002 GATE ME 2001 GATE ME 2000 GATE ME 1999 GATE ME 1998 GATE ME 1997 GATE ME 1996 GATE ME 1995 GATE ME 1994 GATE ME 1993 GATE ME 1992 GATE ME 1991 GATE ME 1990 GATE ME 1989 GATE ME 1988 GATE ME 1987
GATE ME Papers
All year-wise previous year question papers
2025
2024
2023
2014
2013
2012
2011
2010
2009
2008
2007
2006
2005
2004
2003
2002
2001
2000
1999
1998
1997
1996
1995
1994
1993
1992
1991
1990
1989
1988
1987