1
GATE PI 2005
MCQ (Single Correct Answer)
+2
-0.6
A batch of $$500$$ jobs of diameter $$50$$ $$mm$$ and length $$100$$ $$mm$$ is to be turned at $$200$$ $$rev/min$$ and feed $$0.2$$ $$mm/rev.$$
The number of components per tool life
2
GATE PI 2005
MCQ (Single Correct Answer)
+2
-0.6
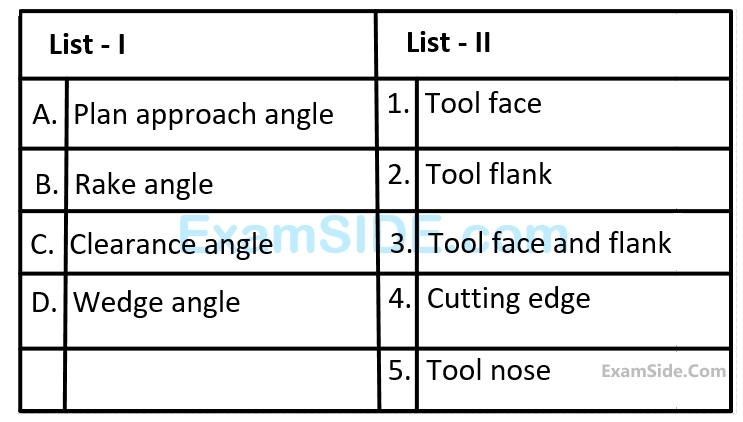
Match List - $${\rm I}$$ with List - $${\rm I}$$$${\rm I}$$ and select the correct answer using the codes given below:
3
GATE PI 2005
MCQ (Single Correct Answer)
+1
-0.3
If each abrasive grain is viewed as a cutting tool, then which of the following represents the cutting parameters in common grinding operations?
4
GATE PI 2005
MCQ (Single Correct Answer)
+2
-0.6
A $$\phi $$ $$40$$ $$mm$$ job is subjected to orthogonal turning by a $$ + {10^ \circ }$$ rake angle tool at $$500$$ $$rev/min.$$ By direct measurement during the cutting operation, the shear angle was found equal to $${25^ \circ }.$$
If the friction angle at the tool-chip interface is $${58^ \circ }$$ $$10'$$ and the cutting force components measured by a dynamometer are $$600$$ $$N$$ and $$200$$ $$N$$, the power loss due to friction (in $$kNm/min$$) is approximately
Paper Analysis
Total Questions
Casting 3
Engineering Mathematics 9
Heat Transfer 1
Joining of Materials 5
Machine Tools and Machining 21
Metal Forming 8
Metrology 2
More Papers of GATE PI
GATE PI 2017 GATE PI 2016 GATE PI 2015 GATE PI 2014 GATE PI 2013 GATE PI 2012 GATE PI 2011 GATE PI 2010 GATE PI 2009 GATE PI 2008 GATE PI 2007 GATE PI 2006 GATE PI 2005 GATE PI 2004 GATE PI 2003 GATE PI 2002 GATE PI 2001 GATE PI 1995 GATE PI 1994 GATE PI 1993 GATE PI 1992 GATE PI 1991 GATE PI 1990 GATE PI 1989
GATE PI Papers
All year-wise previous year question papers
2017
2016
2015
2014
2013
2012
2011
2010
2009
2008
2007
2006
2005
2004
2003
2002
2001
1995
1994
1993
1992
1991
1990
1989