1
GATE PI 2016
Numerical
+2
-0
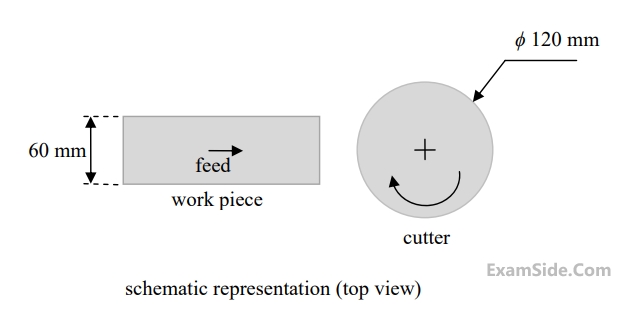
A $$60$$ $$mm$$ wide block of low carbon steel is face milled at a cutting speed of $$120$$ $$m/min,$$ feed of $$0.1$$ $$mm$$/tooth and axial depth of cut of $$4$$ $$mm.$$ A schematic representation of the face milling process is shown below. The diameter of the cutter is $$120$$ $$mm$$ and it has $$12$$ cutting edges. The material removal rate (in $$m{m^3}/s)$$ is __________
Your input ____
2
GATE PI 2016
Numerical
+2
-0
A cylindrical bar of $$100$$ $$mm$$ diameter is orthogonally straight turned with cutting velocity, feed and depth of cut of $$120$$ $$m/min$$, $$0.25$$ $$mm/rev$$ and $$4$$ $$mm,$$ respectively. The specific cutting energy of the work material is $$1 \times {10^9}\,\,J/{m^3}.$$ Neglect the contribution of feed force towards cutting power. The main or tangential cutting force (in $$N$$) is __________________
Your input ____
3
GATE PI 2015
Numerical
+2
-0
In an orthogonal machining experiment carried out using a cutting tool with zero degree rake angle, the measured cutting force was $$1700$$ $$N.$$ If the friction angle at the rake face-chip interface is $${26^ \circ },$$ then the thrust force value, in $$N$$ is ___________________
Your input ____
4
GATE PI 2013
MCQ (Single Correct Answer)
+2
-0.6
In orthogonal turning of a bar of $$100$$ $$mm$$ diameter with a feed of $$0.25$$ $$min/rev,$$ depth of cut of $$4$$ $$mm$$ and cutting velocity of $$90$$ $$m/min,$$ it is observed that the main (tangential) cutting force is prependicular to the friction force acting at the chip-tool interface. The main (tangential) cutting force is $$1500$$ $$N.$$
The normal force acting at the chip-tool interface in $$N$$ is
GATE PI Subjects
Browse all chapters by subject
Engineering Mechanics
Theory of Machines
Thermodynamics
Machine Tools and Machining
Metrology
Joining of Materials
Casting
Engineering Mathematics
Industrial Engineering
Fluid Mechanics
Strength of Materials
Machine Design
Metal Forming