1
GATE PI 2005
MCQ (Single Correct Answer)
+2
-0.6
The following data relate to an orthogonal turning process:
$$\,\,\,\,\,\,\,\,\,\,\,$$Back rake angle $$=15deg,$$
$$\,\,\,\,\,\,\,\,\,\,\,$$Width of cut $$=2mm,$$
$$\,\,\,\,\,\,\,\,\,\,\,$$Chip thickness $$=0.4mm,$$
$$\,\,\,\,\,\,\,\,\,\,\,$$Feed rate $$=0.2mm/rev.$$
$$\,\,\,\,\,\,\,\,\,\,\,$$Back rake angle $$=15deg,$$
$$\,\,\,\,\,\,\,\,\,\,\,$$Width of cut $$=2mm,$$
$$\,\,\,\,\,\,\,\,\,\,\,$$Chip thickness $$=0.4mm,$$
$$\,\,\,\,\,\,\,\,\,\,\,$$Feed rate $$=0.2mm/rev.$$
If the cutting force and the thrust force are $$900N$$ and $$810N,$$ the mean strength in $$Mpa$$
2
GATE PI 2005
MCQ (Single Correct Answer)
+2
-0.6
Consider the following statements
During the third stage of tool-wear, rapid deterioration of tool edge takes place because
$$1.$$ Flank wear is only marginal.
$$2.$$ Flank wear is large.
$$3.$$ Temperature of the tool increases gradually.
$$4.$$ Temperature of the tool increases drastically.
During the third stage of tool-wear, rapid deterioration of tool edge takes place because
$$1.$$ Flank wear is only marginal.
$$2.$$ Flank wear is large.
$$3.$$ Temperature of the tool increases gradually.
$$4.$$ Temperature of the tool increases drastically.
Which of the statements given above are correct?
3
GATE PI 2005
MCQ (Single Correct Answer)
+2
-0.6
In a machining operation chip thickness ratio is $$0.3$$ and the back rake angle of the tool is $${10^ \circ }.$$ What is the value of the shear strain?
4
GATE PI 2005
MCQ (Single Correct Answer)
+2
-0.6
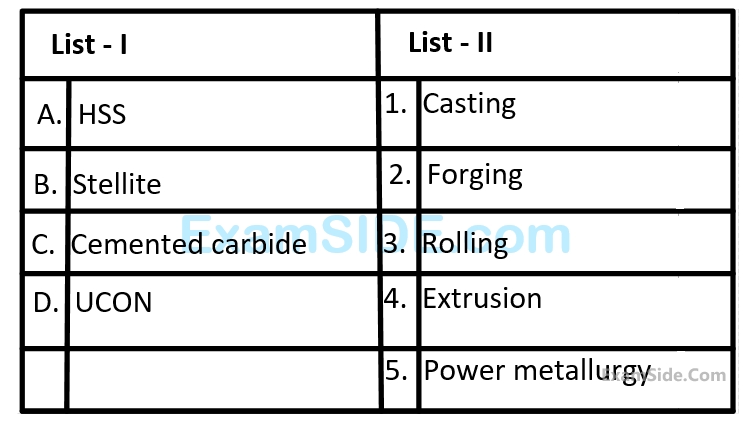
Match List - $${\rm I}$$ (Cutting tool materials) with List - $${\rm I}$$$${\rm I}$$ (Manufacturing methods) and select the correct answer using the codes given below the lists:
GATE PI Subjects
Browse all chapters by subject
Engineering Mathematics
Machine Design
Theory of Machines
Fluid Mechanics
Strength of Materials
Joining of Materials
Machine Tools and Machining
Metrology
Industrial Engineering
Engineering Mechanics
Thermodynamics
Casting
Metal Forming