1
GATE PI 2009
MCQ (Single Correct Answer)
+2
-0.6
An orthogonal operation is carried out at $$20m/min$$ cutting speed, using a cutting tool of rake angle $$15deg$$. The chip thickness is $$0.4mm$$ and uncut chip thickness is $$0.2mm.$$
The shear angle (in degrees) is
2
GATE PI 2008
MCQ (Single Correct Answer)
+2
-0.6
Brittle materials are machined with tools having zero or negative rake angles because it
3
GATE PI 2008
MCQ (Single Correct Answer)
+2
-0.6
During machining, the wear land $$(h)$$ has been plotted against machining time $$(T)$$ as given in the following figure.
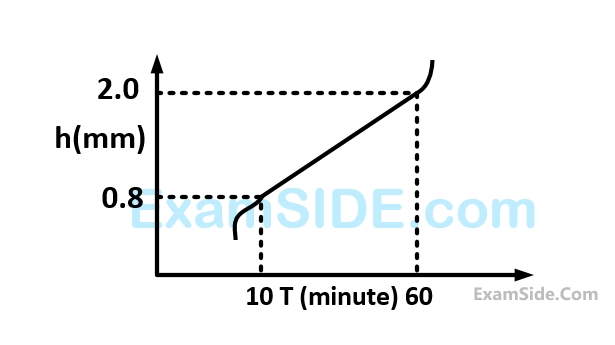
For a critical wear land of $$1.8mm,$$ the cutting tool life (in $$min$$) is
4
GATE PI 2008
MCQ (Single Correct Answer)
+2
-0.6
In an orthogonal cutting experiment, an $$HSS$$ tool having the following tool signature in the orthogonal reference system $$(ORS)$$ has been used: $$0-10-7-7-10-75-1$$
Given : Width of cut $$=3.6mm;$$
Shear strength of work piece material $$460N/m{m^2};$$
Depth of cut $$=0.25mm;$$
Coefficient of friction at chip tool interface $$=0.7.$$
Given : Width of cut $$=3.6mm;$$
Shear strength of work piece material $$460N/m{m^2};$$
Depth of cut $$=0.25mm;$$
Coefficient of friction at chip tool interface $$=0.7.$$
Shear plane angle (in degrees) for minimum cutting force is
GATE PI Subjects
Browse all chapters by subject
Engineering Mechanics
Theory of Machines
Thermodynamics
Machine Tools and Machining
Metrology
Joining of Materials
Casting
Engineering Mathematics
Industrial Engineering
Fluid Mechanics
Strength of Materials
Machine Design
Metal Forming